




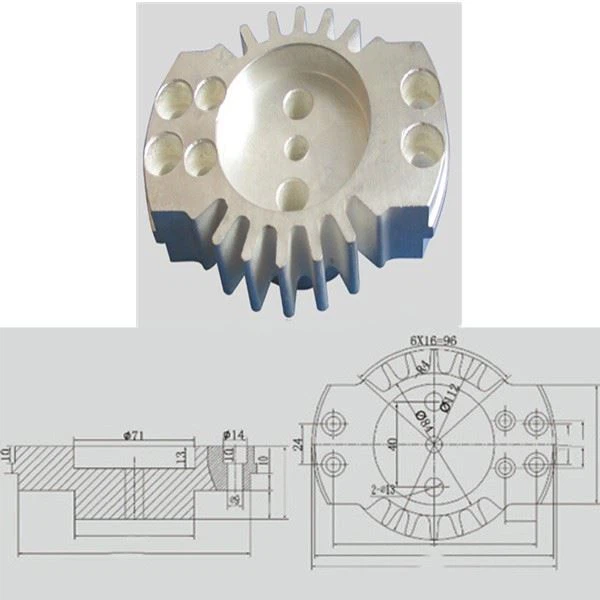
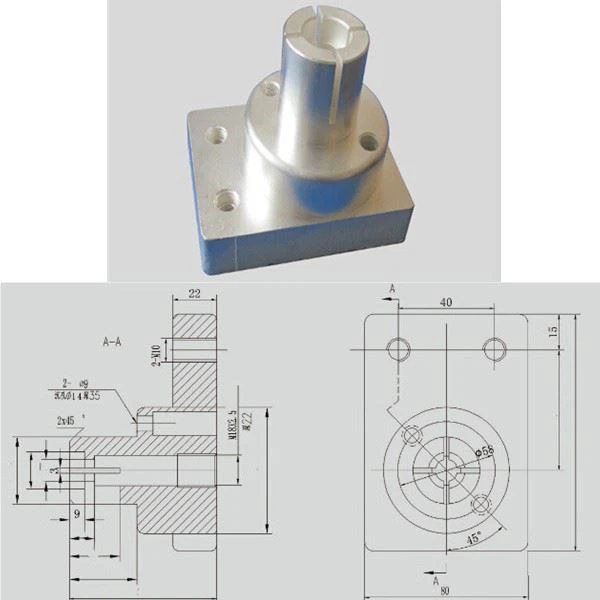

Sprautumótaðir hlutar úr málmi úr áli
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. er safn af málmsprautun úr koparblendi, málmsprautun úr járni, málmsprautun úr ryðfríu stáli, málmsprautun úr áli, málmsprautun úr nikkelblendi, málmsprautun í kóbaltblendi. mótun, wolfram ál málm innspýting mótun.
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. er safn af málmsprautun úr koparblendi, málmsprautun úr járni, málmsprautun úr ryðfríu stáli, málmsprautun úr áli, málmsprautun úr nikkelblendi, málmsprautun í kóbaltblendi. mótun, wolfram ál málm innspýting mótun. Alhliða hátæknifyrirtæki sem samþættir rannsóknir og þróun, framleiðslu og sölu á sprautumótun, sementuðu karbítmálmsprautumótun og burðarhlutum í duftmálmvinnslu. Það getur framleitt amerískt vörumerki 6061 málmsprautunarhluta úr áli, 6063 málmsprautuhlutum úr áli, japanska vörumerkinu A6061 málmsprautuhlutum úr áli, A6063 málmsprautuhlutum úr áli, þýska vörumerkið AlMg1Si0.5 Þýska vörumerkið AlMg1Sicu álmálmsprautumótaðir hlutar o.fl.
Vara Desforskrift
1. Framkvæmdarstaðlar: fyrirtækið innleiðir stranglega ISO9001, ISO14001, IATF16949 vottun
Vörurnar hafa staðist vottun ROHS, FDA EU, osfrv.
2. Vöruefnisstaðlar: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
3. Helstu ferli: málm innspýting mótun MIM, duft málmvinnslu PM, fjárfesting steypu, deyja steypu áli,
4. Laus efni fyrir duftmálmvinnslu:
Hægt er að aðlaga koparblendi, járnbotna, títaníum, ryðfríu stáli, álblöndur, nikkelblendi, kóbaltblöndur, wolframblendi, sementað karbíð, hýdroxýblendi, mjúk segulefni og þrívíddarprentun í samræmi við kröfur viðskiptavina.
Framleiðsluferli
(1) Álduftinu og bindiefninu er hrært jafnt í samræmi við hlutfall álduftsins sem er 70-80 prósent af þyngd blandaða efnisins;
(2) innspýting;
(3) Afbindiefni;
(4) Sintring.
Gropleiki málmsprautunarhluta er mjög lítill, hlutfallslegur þéttleiki nær meira en 96 prósentum og vélrænni eiginleikar efnisins eru sambærilegir við nákvæmnissteypu af sömu samsetningu. Duftmálmvinnsla þessarar uppfinningar notar blöndu af málmdufti og málmdufti sem ekki er úr málmi sem hráefni og er ný tækni til að framleiða málmefni, samsett efni og ýmsar gerðir af vörum eftir mótun og sintun, sem getur vera mikið notaður í bifreiðum, dráttarvélum, flugvélum, ýmsum vörum. Í samanburði við aðrar myndunaraðferðir sparar duftmálmvinnsla orku, dregur úr hráefnisnotkun, hefur mikinn efnahagslegan ávinning og getur einnig framleitt efni og efni sem ekki er hægt að framleiða með öðrum aðferðum. vöru.
Uppfinningin snýr að málmvinnslu sprautumótunarferli, sér í lagi að sprautumótunarferli úr áldufti.
1. Bakgrunnstækni
Málmsprautumótun er ný tegund af málmduftmótunartækni þróuð á grundvelli plastsprautunar. Almennt er bindiefnið notað og afraksturinn eykst við sintun, sem er óhagstætt fyrir stærðarstýringu hertu vörunnar. Þess vegna er nauðsynlegt að veita nýja tæknilega lausn til að leysa ofangreind vandamál.
2. Innihald uppfinningarinnar
Tæknilega vandamálið sem á að leysa með þessari uppfinningu er að sigrast á göllum ójafnrar hræringar og lélegs vörustöðugleika í fyrri tækni, og að útvega púlsandi reglubundna titringsblöndunaraðferð, sem leysir veikleika lélegrar vökva hráefna og lélegrar blöndunar. gerð í sprautumótunarferlinu, Varan hefur mikla þéttleika og jafna dreifingu.
Til þess að leysa ofangreint tæknivandamál, býður uppfinningin upp á eftirfarandi tæknilega kerfi: eins konar sprautumótunarferli fyrir álduftmálmvinnslu, sem samanstendur af eftirfarandi skrefum, (1), álduft og bindiefni gera 70-80 prósent af þyngd blandaðs efnis með áldufti Prósentahlutfallið er jafnt hrært og bindiefnið inniheldur eftirfarandi hluti í þyngdarhlutum: paraffín 30-40 prósent , pólýprópýlen 8-12, pólýetýlen {{5} }; fyllingarhitastig paraffínsins er 50-60 gráður C. (2 ), inndæling: settu vel hrært efni í vörumótið, eftir að ammoníaki eða köfnunarefnisvörn hefur verið bætt við, hitið að 120-140C og síðan mótun, vinnuþrýstingur mótunarferlisins er 40-50MPa, í mótunarferlinu, titra mótið; dvalartíminn er 2-5 sekúndur eftir að skýringunni er lokið og áður en mótið er opnað; (3), bindiefni: settu vöruna í leysisolíuna upp á 40-120C og leggðu hana í bleyti í 4-6 klukkustundir, settu hana síðan í ofninn. Hitaðu í 120-380C í {{16} } klukkustundir, kældu og settu það síðan í 40-120C leysi í 1-2 klukkustundir; (4), sintra, sintra mótuðu vöruna í lofttæmi, sintunarhitastigið er 900 -1000C, geymslutími 1-2 klukkustundir.
Þar sem álduftið er 70 prósent af þyngd blandaða efnisins.
Þar sem bindiefnið inniheldur einnig 8-10 þyngdarhluta grafíts.
Þar sem bindiefnið samanstendur af eftirfarandi hlutum miðað við þyngd: 35 af paraffínvaxi, 10 af pólýprópýleni, 7,5 af sterínsýru eða sinksterati, 37,5 af háþéttni pólýetýleni og 10 af grafíti.
Þar sem, í lýst skrefi (1), er kornastærðarþörf málmdufts og bindiefnis: hlutfallslegur eðlismassi 95-99 prósent.
Þar sem, í skrefi (4), er sintunarhitastigið 900-950 gráður og biðtíminn er 1.5-2 klukkustundir.
Gagnleg áhrif uppfinningarinnar eru sem hér segir: gropið í málmsprautunarhlutunum er mjög lágt, hlutfallslegur þéttleiki nær meira en 96 prósentum og vélrænni eiginleikar efnisins geta jafngilt nákvæmnissteypuhlutunum í sömu samsetningu. Duftmálmvinnsla þessarar uppfinningar notar blöndu af málmdufti og málmdufti sem hráefni og er ný tækni til að framleiða málmefni, samsett efni og ýmsar gerðir af vörum með mótun og sintun, sem hægt er að nota mikið í bifreiðar, dráttarvélar, flugvélar, ýmis verkfræði Í samanburði við aðrar mótunaraðferðir sparar duftmálmvinnsla orku, dregur úr hráefnisnotkun og hefur mikinn efnahagslegan ávinning á sviði véla, heimilistækja, fjarskipta, tölvu, sjálfstýringar og geimtækni. Það getur líka framleitt sum efni og vörur sem ekki er hægt að framleiða með öðrum aðferðum.
3. Sérstök útfærsla
Uppfinningunni sem hér um ræðir verður lýst nánar hér að neðan með tilvísun í meðfylgjandi teikningar og sérstakar útfærslur, en umfang framkvæmdar þessarar uppfinningar er ekki takmarkað við það.
Eins og sýnt er á mynd 1 sem lýst er í þessari útfærslu, málmvinnslu sprautumótunarferli á áldufti, eru skrefin sem hér segir: (1), áldufti og bindiefni er hrært jafnt í samræmi við hlutfall áldufts sem svarar til {{2} } prósent af þyngd blandaða efnisins, bindiefnið samanstendur af eftirfarandi hlutum miðað við þyngd: paraffín 30-40 prósent, pólýprópýlen 8-12, pólýetýlen 30-45; Fyllingarhitastig paraffínsins er 50-60 gráður (2), inndæling: Setjið vel hrært efni í vörumótið, eftir að ammoníak- eða köfnunarefnisvörn hefur verið bætt við, hitað upp í 120-140C og síðan mótað, vinnuþrýstingur mótunarferlisins er 40-50MPa og meðan á mótunarferlinu stendur titrar mótið; Dvalartíminn er 2-5 sekúndur eftir að skýringunni er lokið og áður en mótið er opnað; (3), fituhreinsun: eftir að hafa verið tekin úr form, hitið mótuðu vöruna í 250-300C; (4), bindiefni: settu vöruna í 40-120C Eftir að hafa legið í bleyti í leysiolíu í 4-6 klukkustundir skaltu setja hana í ofninn og hita hana í 120-380*C í {{18 }} klukkustundir og settu það síðan í 40-120C leysi og leggðu í 1-2 klukkustundir eftir kælingu; (5) , sintra, sintra mótuðu vöruna í lofttæmi, sintunarhitastigið er 900-1000 og geymslutíminn er 1-2 klukkustundir. Þar sem álduftið er 70 prósent af þyngd blandaða efnisins. Þar sem bindiefnið inniheldur einnig 8-10 þyngdarhluta grafíts. Þar sem bindiefnið samanstendur af eftirfarandi hlutum miðað við þyngd: 35 af paraffínvaxi, 10 af pólýprópýleni, 7,5 af sterínsýru eða sinksterati, 37,5 af háþéttni pólýetýleni og 10 af grafíti. Þar sem, í lýstu skrefi (1), eru kröfur um kornastærð fyrir allt duft og bindiefni: hlutfallslegur eðlismassi 95-99 prósent. Þar sem, í skrefi (5), er sintunarhitastigið 900-950 gráður og biðtíminn er 1.5-2 klukkustundir. (6) Eftirvinnsla, skera úr formuðu grænu vörurnar. (7), gæðaskoðun. (8), umbúðir fullunnar vörur. Niðurstöður vöruprófunar: hár styrkur (b=800-1200MPa); gott slitþol, meðalkostnaður er lækkaður um meira en 50 prósent samanborið við svipaða hluta sem fluttir eru inn frá útlöndum, hárþéttleiki P nær 7,25g/cm; togstyrk
Lengingin nær 1,5 prósentum; höggþolið nær 195/cm; kjarna hörku nær HRC24; yfirborðshörku nær HV632; slitþol og núningsminnkun er aukin um 33 prósent og 10 prósent í sömu röð;
Ofangreint er aðeins ákjósanleg útfærsla á þessari uppfinningu, þannig að allar jafngildar breytingar eða breytingar sem gerðar eru í samræmi við uppbyggingu, eiginleika og meginreglur sem lýst er í gildissviði einkaleyfisumsóknar þessarar uppfinningar eru innifalin í verndarsviði einkaleyfisumsóknarinnar. þessari uppfinningu.
Eftir steypuferli
1. Hitameðferð: glæðing, kolsýring, temprun, slökknun, eðlileg, yfirborðshitun
2. Vinnslubúnaður: CNC, WEDM, rennibekkur, mölunarvél, borvél, kvörn osfrv .;
3. Yfirborðsmeðferð: duftúðun, krómhúðun, málun, sandblástur, nikkelhúðun, galvaniserun, sverting, fægja, blágerð o.fl.

Mót og skoðunarbúnaður
1. Endingartími mold: venjulega hálf-varanleg. (nema týnd froðu)
2. Afhendingartími móts: 10-25 dagar, (samkvæmt vöruuppbyggingu og vörustærð).
3. Verkfæri og mold viðhald: Zhongwei er ábyrgur fyrir nákvæmni hlutum.

Gæðaeftirlit
1. Gæðaeftirlit: hlutfall gallaðra er minna en 0,1 prósent .
2. Sýnishorn og prufukeyrsla verða 100 prósent skoðuð meðan á framleiðslu stendur og fyrir sendingu, sýnishornsskoðun fyrir fjöldaframleiðslu í samræmi við ISDO staðla eða kröfur viðskiptavina
3. Prófunarbúnaður: gallagreining, litrófsgreiningartæki, gullmyndgreiningartæki, þriggja hnita mælitæki, hörkuprófunarbúnaður, togprófunarvél.

Umsókn
Málmsprautumótaðir hlutar úr áli nota blöndu af málmdufti og málmdufti sem hráefni, eftir mótun og sintrun getur ný tækni til að framleiða málmefni, samsett efni og ýmsar gerðir af vörum verið mikið notaðar í bifreiðum, dráttarvélum, flugvélum, ýmis verkfræði Vélar, heimilistæki, fjarskipti, tölvur, sjálfstýring og geimtækni og önnur svið.






Hringdu í okkur